Mist elimination, candle filters, industrial filtration, mist control, mist eliminator, fiber bed mist eliminator
Companies seeking to reduce emissions and opacity issues to create a safer environment in their industrial applications look for solutions like Fiber Bed (or Candle) mist collector systems as an answer. From machine shops with harmful oil mists to asphalt production plants and sulfuric acid plants that emit caustic mist, acid and other harmful chemicals, mist collector systems are critical to remain compliant. Companies also rely on mist collector systems to protect their employees and the surrounding communities these businesses serve and operate in from dangerous emissions.
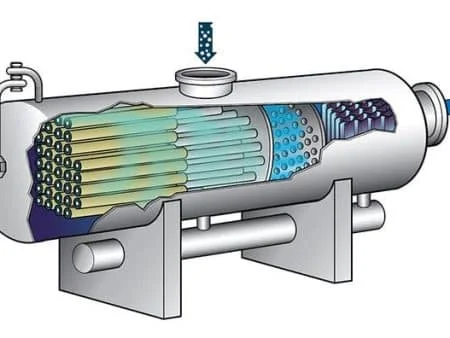
A candle filter mist collector system is constructed of various corrosion-resistant materials designed to capture and remove sub-micron liquid and soluble particulates from process gas streams. The filters are typically constructed in cylindrical form, ranging from 2 feet to 20 feet tall. They have rolled screens on both the inner and outer parts of the cage, with filter material placed between the screens to form the fiber bed. There are plates and flanges attached to the ends of the cylinder to permit a variety of mounting and draining methods based on the application. Pressure drops, collection efficiency, and gas throughput parameters are different for each location. Therefore the diameter of the fibers, fiber material and the material’s packing density are key in designing the most appropriate system.
There are numerous other factors that should be considered when identifying the right solution in order to ensure safety and meet regulations.
There is more to it than simply removing contaminated gas streams and reducing emissions. It is important to consider energy consumption, stack opacity, efficiency, maintenance, space constraints, and the levels of clean air produced by the mist collector system.
Designing the right system for the right application needs to both meet regulatory requirements, while also providing a safe environment for workers and the community.
Designing the Optimal System
Every plant and location has different production and process requirements for eliminating mist emissions, aerosols, soluble solids and pre-filtering insoluble solids. Identifying the right system depends on a host of factors, including customer processes and meeting regulatory requirements and standards. Some of the factors and requirements CECO Filters takes into consideration when designing system recommendations include:
- Current system and eliminator in place (type, age, application, etc.)
- Cost requirements and business needs based on total cost of ownership
- Overall composition of the gas stream (i.e.—corrosive gases, PM, etc.)
- Current pressure drops and emissions / output requirements
- Requisite mechanism for particle collection based on micron levels
- Footprint reduction and overall system size based on location
- Current and required flowrate capacities
- High-temperature and high-pressure applications
- Odor control needs (i.e.—Chemical and biological)
Designing mist eliminator systems requires a data-driven approach, while infusing customer needs, expectations and regulations. By using data as a cornerstone for system development, a system can be identified unique to the customer and application. This results in achieving business goals and emissions requirements, while also ensuring employee and community safety.
A filter design worksheet is outputted with recommended requirements for the customer using the data. This filter design worksheet developed by CECO Filters engineers helps provide a sketch of the system. There is a corresponding general layout drawing which shows the proper placement of the fiber bed, or candle filters, in the respective application.
Application Components and Features
Within the filter design worksheet and general layout drawing contain the components and features for the recommended project scope. There are various system layouts that can arise and are unique to every customer.
The following provides a snapshot of the myriad of products that CECO Filters utilizes when making informed recommendations to its customer on mist collector systems. These products must cover a wide array of industries and include: a single filter mist collector system, filter-in-duct (FID), tank vent filter (TVF), filter-in-vessel, DLM and CMC for large gas volumes, among many others.
CECO Filters patented TWIN-PAK® mist eliminators is a good fit for customers with space constraints and an existing vessel, but want to increase capacity or throughput. This newer technology was invented by CECO Filters and has innovated the industry. It has a more compact design and better performance than conventional filters. Utilizing the same surface area, a customer can get up to 60% more throughput with the same filter vessel. The TWIN-PAK® is effectively two filters in one.
As an example of the effectiveness of TWIN-PAK®, in aerosol applications the filters have a capture rate as high as 99.9%. This leads the industry. The design is based on the customer’s performance requirements, space constraints and more that engineers analyze to develop informed and data-driven recommendations.
This technology helps customers seeking capacity increases, but do not want to build a whole new vessel. CECO can use the same vessel and effectively retrofit it to get essentially twice as much filtration. CECO technology also helps with new installations by allowing vessel housings to be designed much smaller, thus saving capital expenses.
In the end, the useful life of a candle filter is about five to seven years. As an alternative to completely changing out the filters themselves, CECO Filters offers a repacking service. This service repurposes the current cage by taking off the aged strip of media and repacks it with new media. The cage is then shipped back to the customer. That saves the customer time and money since they do not have to buy a whole new cage, metal mechanical components, etc. It is simply removing and adding new media.
A Customer Story
Many customers utilize one of the standard solutions for their individual needs. However, there are occasions where a customer may require extremely fast or custom turnaround due to a variety of reasons. In these cases, a plant is typically in critical need for support since a plant shutdown, emissions, bottlenecking or other type of issue can cause production, environmental and regulatory concerns for employees and the surrounding community.
One example is when a sulfuric acid plant in Canada came to CECO Filters for repacking of their candle filters. Their plant was down and in need of immediate turnaround. In a sulfuric acid plant, there are several large towers roughly 30-to-50 feet tall with hundreds of candles that are 2-feet in diameter—10 feet to 20-feet long. This is an incredibly challenging project to complete in a short amount of time, while ensuring proper placement of every candle.
A crew of specialized technicians was sent to do the repack in the field, setting up outside the facility. The crew took the large candle filters out with cranes, with a separate crew on site stripping the media, re-wrapping and re-installing them with cranes. The team worked around the clock to get this emergency project completed and ultimately re-wrapped and re-installed nearly 80 filters in just two days. The typical time for a repacking of this scale would have been two to three weeks.
This is just one of many examples of the work CECO Filters has been successfully accomplishing as a global industry leader for more than 50 years now. The company specializes in manufacturing and designing mist elimination products and turnkey package systems, innovating products and services to create cleaner processing and a safer environment.